Az ügyfelektől érkező kérdésekre és visszajelzésekre türelmesen és aprólékosan válaszolunk.
Az L-alakú tömör önkenő csúszka nagy tisztaságú grafit szilárd kenőanyag beágyazásával készült, m...
Ha valaha is előfordult, hogy a gép alkatrészei az ütemterv előtt elhasználódtak – vagy ami még rosszabb, a működés közepén megragadja –, általában a csapágy vagy a csúszóelem az első, amit érdemes megnézni. Az ónbronz csúszkák az egyik legmegbízhatóbb megoldás erre a problémára, és évtizedek óta használják ipari gépekben, hidraulikus rendszerekben és nehéz berendezésekben. Ez az útmutató elmagyarázza, mik is valójában az ón-bronz csúszkák, mitől működnek úgy, ahogyan működnek, és hogyan lehet a megfelelő specifikációt az alkalmazásához igazítani.
A ón bronz csúszka – ón-bronz csúszócsapágynak, bronz kopóbetétnek vagy bronz csúszóelemnek is nevezik – egy réz-ón ötvözetből megmunkált vagy öntött, alacsony súrlódású érintkező alkatrész. Feladata, hogy szabályozott csúszófelületet biztosítson két mozgó felület között, elnyeli a terhelést és a kopást, így a körülötte lévő drágább szerkezeti elemek védettek.
Az alapötvözet jellemzően 88–92% rézből és 8–12% ónból áll, néha a teljesítménykövetelményektől függően kis mennyiségű foszfor-, cink- vagy ólom-adalékkal. A család legszélesebb körben használt szabványos ötvözete a C90700 (Gun Metal) és a C91100, bár a megnevezések regionális szabványonként változnak (DIN, BS, JIS, ASTM). Az óntartalom adja ennek az ötvözetnek a keménység, a korrózióállóság és a teherbíró képesség jellegzetes kombinációját – olyan tulajdonságokat, amelyekkel a lágyabb rézötvözetek és a legtöbb alumíniumbronz nem fér össze ugyanabban az üzemi körülmény között.
Fizikailag az ónbronz csúszkákat sokféle formában gyártják: lapos kopólemezek, hengeres perselyek, karimás hüvelyek, vezetőcsíkok és egyedi profilozott betétek. A közös vonás az, hogy mindegyiket úgy tervezték, hogy terhelés alatt egy illeszkedő felületen – jellemzően edzett acélon – csúszhassanak, és ezt meghosszabbítsák a szervizintervallumok során jelentős károsodás nélkül.
Annak megértése, hogy az ónbronz miért teljesít jól csúszóanyagként, az ötvözet fizikai jellemzőiből indul ki. Ezek a tulajdonságok közvetlenül meghatározzák, hogy az alkatrész hogyan viselkedik valós működési feltételek mellett.
Az ónbronz általában 70–100 HB Brinell-keménységet ér el, az óntartalomtól és a feldolgozási módtól (öntött vagy kovácsolt) függően. Ez elég puha ahhoz, hogy az acél-bronz párosítás áldozati kopóelemeként működjön – a bronz kopás elsősorban, védve az acéltengelyt vagy a vezetőpályát –, de elég kemény ahhoz, hogy ellenálljon a jelentős nyomóterhelés hatására bekövetkező deformációnak. Az ón-bronz siklócsapágyak tipikus statikus teherbírása 60-100 N/mm², így alkalmasak nagy teherbírású présekhez, fröccsöntő gépekhez és építőipari berendezésekhez.
Az ónbronz acélhoz viszonyított súrlódási együtthatója kenés mellett tipikusan 0,05 és 0,15 között van. Száraz vagy határkenésű körülmények között ez megemelkedik, ezért sok ón-bronz csúszka kialakítású grafitdugókat vagy olajhornyokat tartalmaznak, hogy fenntartsák a kenőanyag filmréteget az érintkezési felületen. Az ötvözet természetes hajlama arra, hogy stabil oxidréteget képezzen, szintén hozzájárul a kopásállóságához – a felület a használat során fokozatosan megkeményedik, nem pedig gyorsan romlik.
Az ónbronz jó ellenállást biztosít a légköri korrózióval, édesvízzel és számos ipari folyadékkal szemben. Különösen jól használható vízbázisú kenőanyagok, hidraulikafolyadékok és mérsékelt vegyi hatások esetén. Nem ajánlott erősen savas vagy ammóniában gazdag környezetben, ahol a cinktelenítés vagy a feszültségkorrózió aggodalomra ad okot.
Körülbelül 50–70 W/(m·K) hővezető képességével az ónbronz hatékonyabban vezeti el a súrlódási hőt, mint a legtöbb polimer vagy kompozit csapágyanyag. Emiatt ez az előnyben részesített választás a nagy terhelésű, közepes sebességű alkalmazásokban, ahol a csúszó felületen fellépő hő felhalmozódása rontaná a műanyag csapágyat, de a bronz hőtűrésén belül esik.
A csúszóelem anyagának kiválasztása mindig kompromisszum. Az alábbi táblázat összehasonlítja az ónbronzt a legelterjedtebb alternatívákkal az ipari csúszkaalkalmazások szempontjából legfontosabb kritériumok alapján.
| Anyag | Terhelhetőség | Sebesség tartomány | Kenés | Korrózióállóság | Relatív költség |
| Ón bronz | Magas | Alacsony – Közepes | Szükséges/önkenő lehetőségek | Jó | Közepes |
| Alumínium bronz | Nagyon magas | Alacsony – Közepes | Kötelező | Kiváló | Közepes–High |
| Öntöttvas | Magas | Alacsony | Kötelező | Szegény | Alacsony |
| PTFE / polimer | Alacsony – Közepes | Közepes–High | Önkenő | Kiváló | Alacsony – Közepes |
| Bimetál (acél-bronz) | Nagyon magas | Alacsony – Közepes | Szükséges/önkenő lehetőségek | Jó | Közepes |
Az ónbronz praktikus középutat jelent: nagyobb teherbírás, mint a polimer csapágyak, jobb korrózióállóság, mint az öntöttvas, és olcsóbb, mint az alumíniumbronz – ezért továbbra is ez az alapértelmezett választás az általános ipari csúszóalkalmazások széles körében.
Az ónbronz csúszóelemek alkalmazási köre széles. A formátum megváltozik – pad, persely, szalag, vezető –, de a mögöttes funkció mindegyiknél ugyanaz.
Az ón-bronz vezetőgyűrűk és kopószalagok a hidraulikus hengerek szabványos alkatrészei, ahol a dugattyúrudat központosítják, megakadályozzák a fém-fém érintkezést a rúd és a henger között, és felszívják az oldalsó terheléseket. Ez az egyik legigényesebb csúszóalkalmazás a kombinált nyomás és oldalirányú terhelés tekintetében – és az ónbronz méretstabilitása és keménysége következetesen felülmúlja a lágyabb alternatívákat.
Az esztergagépek, marógépek és csiszolóberendezések ón-bronz csúszóbetéteket és orsót használnak lineáris vezetőpályáikon. Az alacsony súrlódási együttható kenés mellett lehetővé teszi a kocsi sima haladását, míg a kopási jellemzők biztosítják, hogy a bronz párna – nem a precíziósan köszörült acél vezetőpálya – elnyeli az üzemi kopást. A bronz kopóelem cseréje egyszerű és olcsó a gépágy újraköszörüléséhez képest.
A progresszív szerszámkészletekben és sajtolószerszámokban ón-bronz perselyek és csúszólapok vezetik a lyukasztótartókat és a lehúzókat. Az ütésállóság és a méretpontosság kombinációja az ónbronzot szabványos anyaggá teszi ehhez az alkalmazáshoz a szerszámiparban. A grafitdugós változatokat általában itt használják a határkenés fenntartására a nagy ciklusú présműveletek során.
A hidak tágulási csapágyai, a daru forgógyűrűi és a kotrógép forgócsapjai ón-bronz csúszóelemeket használnak olyan konfigurációkban, amelyeket nagyon nagy statikus terhelések és lassú oszcilláló mozgások kezelésére terveztek. Különösen a hídcsapágyak esetében a hosszú élettartam – gyakran 50 év – és a meghibásodás következményei miatt az ónbronz egy jól bevált anyagleírás, nem pedig költségvezérelt választás.
A fröccsöntő berendezésekben a kötőrúd perselyek, a szorítóegység-csúszkák és a kilökővezető elemek gyakran ónbronzból készülnek. A nagy szorítóerők, a ciklikus terhelés és az emelt üzemi hőmérséklet kombinációja kiküszöböli a polimer csapágyak lehetőségét, és az ónbronzt teszi a gyakorlati szabvánnyá – esetenként bimetál kivitelben a nagyobb terhelés érdekében.

A kenési stratégia jelentős hatással van bármely ónbronz csúszka élettartamára. A három fő megközelítés mindegyikének megfelelő használati esetei vannak.
Az ónbronz csúszkák beszerzésekor – legyen szó szabványos katalóguscikkekről vagy egyedi megmunkálású alkatrészekről – a következő paramétereket kell egyértelműen meghatározni, hogy biztosítsuk a megfelelő terméket az adott alkalmazáshoz.
Még egy megfelelően meghatározott ónbronz csúszka is idő előtt meghibásodik, ha a telepítési vagy üzemeltetési feltételek kívül esnek a tervezett kereteken. Ezek a leggyakoribb meghibásodási módok, és mi okozza őket.
| Hiba mód | Valószínű Oka | Javító intézkedés |
| Gyorsított kopás a csúszó felületen | Nem megfelelő kenés vagy szennyezett kenőanyag | Tekintse át a kenési intervallumot; váltson grafitdugós változatra |
| Karcolás vagy horzsolás az illeszkedő acélon | Az illeszkedő felület túl puha vagy nem kellően kidolgozott | Keményítse és köszörülje meg az illeszkedő felületet az előírásoknak megfelelően |
| A bronz repedése vagy törése | Ütés- vagy lökésterhelés meghaladja az ötvözet kapacitását | Frissítsen magasabb óntartalmú ötvözetre vagy bimetál szerkezetre |
| Egyenetlen kopásminta | Eltérés a telepítés során | Ellenőrizze a szerelési párhuzamosságot és a ház tűrését |
| Roham terhelés alatt | Hőtágulási záró futóhézag | Számítsa újra a távolságot az üzemi hőmérséklet-tartományhoz |
A gyakorlatban az „ónbronz csúszkát” és a „bádogbronz perselyt” gyakran felváltva használják, de ezek az alkatrészek kissé eltérő geometriájára utalnak. A persely egy forgó vagy oda-vissza mozgó tengely megtámasztására tervezett hengeres hüvely, míg a csúszka vagy csúszóbetét egy sík vagy profilozott elem, amelyet lineáris csúszóérintkezésre terveztek. Mindkettő ugyanabból az ötvözetcsaládból készül, és ugyanazokkal az anyagjellemzőkkel rendelkezik – a különbség pusztán geometriai.
A piacon gyakorlatilag ugyanazon alkatrészkategóriára használt egyéb kifejezések közé tartozik az ón-bronz siklócsapágy, a bronz kopószalag, a bronz vezetőpárna és a rézötvözet csúszólemez. A beszerzés során érdemes több keresési kifejezést használni, és ellenőrizni az ötvözet összetételét, ahelyett, hogy kizárólag a termékcímkére hagyatkozna – a „bronz” szót lazán használják a piacon, és nem minden bronzötvözet rendelkezik egyenértékű csúszási teljesítménnyel.
A helyes anyagválasztás csak egy része az egyenletnek. A beépítési minőség és az üzemeltetési gyakorlat egyformán nagy hatással van arra, hogy egy ón-bronz csúszóelem ténylegesen meddig használható.
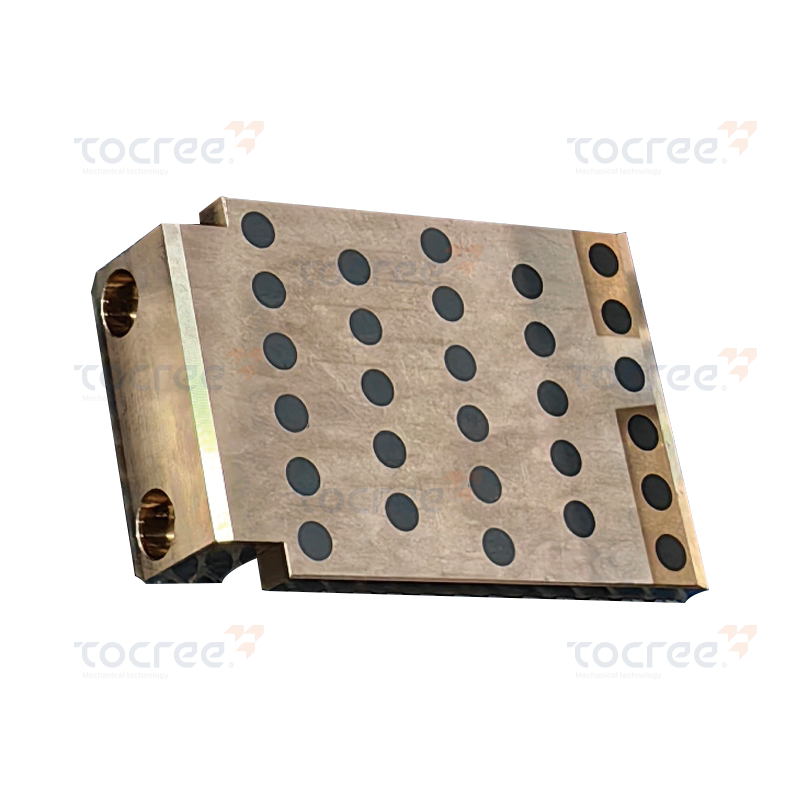
Az L-alakú tömör önkenő csúszka nagy tisztaságú grafit szilárd kenőanyag beágyazásával készült, m...

Ezt a bimetál önkenő gömbcsapágyat nagy teljesítményre és tartósságra tervezték, az anyagok és a ...


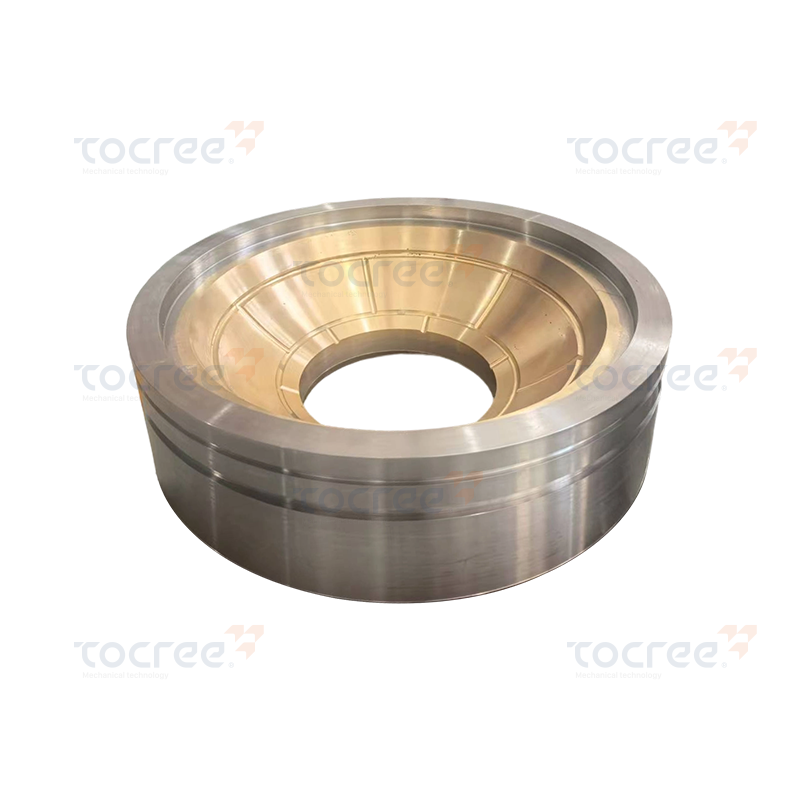
Anyag szerkezete: Öntött alumínium sárgaréz CuZn25Al6Fe3Mn3, grafit betéttel. Alkalma...

Ezt a nagy teljesítményű sárgaréz egykarimás hüvelyt kifejezetten nagy ipari csapágyakhoz tervezt...
A bronzacél gömb alakú persely 42CrM04 ötvözött acélból és nagy szilárdságú sárgarézből készül, k...
Szerzői jog © 2025 Jiashan Tocree Machinery Co., Ltd. Minden jog fenntartva.
Testreszabott rézötvözetből készült gépalkatrészek
