Az ügyfelektől érkező kérdésekre és visszajelzésekre türelmesen és aprólékosan válaszolunk.
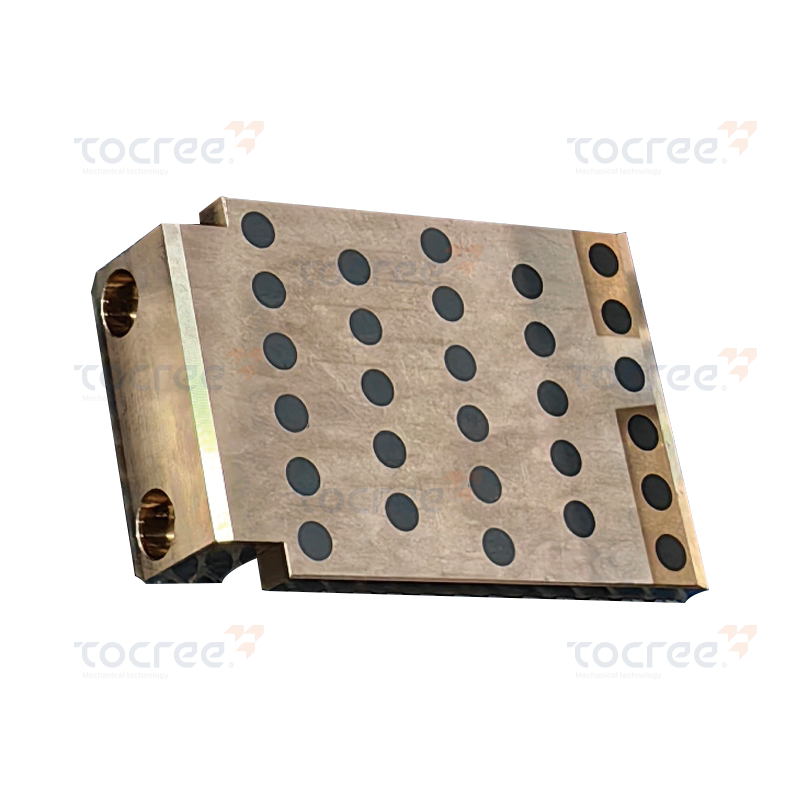
Anyag szerkezete: Öntött alumínium sárgaréz CuZn25Al6Fe3Mn3, grafit betéttel. Alkalma...
Rézötvözet önkenő csúszócsapágy egy réz alapú ötvözetből – leggyakrabban bronzból vagy sárgarézből – készült siklócsapágy, amely szilárd kenőanyag-dugóval, grafitbetétekkel vagy olajjal impregnált porózus szerkezetekkel van ellátva, amelyek működés közben folyamatosan kenést biztosítanak, külső zsír- vagy olajbevitel nélkül. Ellentétben a hagyományos siklócsapágyakkal, amelyek nyomás alatti olajfilmtől vagy időszakos kézi zsírozástól függenek, hogy megakadályozzák a fém-fém érintkezést a csapágyfurat és a tengely között, az önkenő rézötvözet csapágyak a tengely forgása közben a beépített kenőanyagot a csúszófelületre engedik, vékony, kopásálló filmet képezve, amely csökkenti a kenést, tartós kenést és súrlódást. a csapágy teljes élettartama alatt.
A rézötvözet mátrix biztosítja a tengely tartásához szükséges szerkezeti szilárdságot, hővezető képességet és teherbíró képességet statikus és dinamikus terhelések esetén, míg a beágyazott kenőanyag – jellemzően grafit, PTFE, molibdén-diszulfid (MoS₂) vagy olaj – az érintkezési felületen a súrlódás csökkentésének tribológiai funkcióját látja el. Ez a kombináció olyan teljesítményt biztosít a rézötvözetből készült önkenő siklócsapágyaknak, amelyhez a hagyományos olajkenésű bronzperselyek nem felelnek meg olyan alkalmazásokban, ahol a külső kenés lehetetlen, nem praktikus vagy nem kívánatos.
Ezeket a csapágyakat széles körben használják építőipari berendezésekben, mezőgazdasági gépekben, acélgyári berendezésekben, fröccsöntő gépekben, hidraulikus rendszerekben, élelmiszer-feldolgozó gépekben és tengeri hardverekben – mindenhol, ahol nehéz a karbantartáshoz való hozzáférés, a külső kenőanyagok szennyeződése aggodalomra ad okot, vagy az olyan üzemi körülmények, mint a magas hőmérséklet, nagy terhelés, lassú sebesség vagy oszcilláló mozgás, megbízhatatlanná teszik a hidrodinamikus olajfilmes kenést. A rézötvözet önkenő perselyek anyagainak, konstrukciós típusainak, teljesítményjellemzőinek és kiválasztási kritériumainak megértése elengedhetetlen az igényes alkalmazásokhoz szükséges csapágyakat meghatározó mérnökök számára.
A csapágymátrix rézötvözetének kiválasztása jelentősen befolyásolja a teherbírást, a keménységet, a korrózióállóságot, a megmunkálhatóságot és a kenőanyagrendszerrel való kompatibilitást. Számos rézalapú ötvözetet használnak az önkenő csúszócsapágyak gyártásában, amelyek mindegyike egyedi jellemzőkkel rendelkezik, amelyek megfelelnek az adott működési feltételeknek.
Az ónbronz – amely jellemzően 8–12% ónt tartalmaz kis mennyiségű foszfor hozzáadásával (0,1–0,4%) deoxidálószerként és szilárdságnövelőként – a legszélesebb körben használt rézötvözet az önkenő csapágyak gyártásához. Az olyan ötvözetek, mint a CuSn10 (C90700), a CuSn12 (C90900) és a CuSn8P kiváló nyomószilárdságot (250–350 MPa), jó keménységet (75–90 HB), magas korrózióállóságot biztosítanak vízben és enyhe vegyi környezetben, valamint kiváló kompatibilitást a grafit és PTFE kenőanyag betétekkel. A foszforbronz önkenő perselyek az építőipari gépek csapos csatlakozásaihoz, hidraulikus hengercsonkhoz és általános ipari forgócsapokhoz, amelyek közepestől nagyig terjedő terhelés mellett alacsony és közepes csúszási sebesség mellett működnek.
Az alumínium-bronzötvözetek (CuAl10Fe3, CuAl10Ni5Fe4 — C95400, C95500) 8–11% alumíniumot tartalmaznak vas- és nikkeladalékokkal, amelyek finomítják a mikroszerkezetet és javítják a mechanikai tulajdonságokat. Az alumínium-bronz önkenő csapágyak lényegesen nagyobb szilárdságot (450–700 MPa szakítószilárdságot) és keménységet (150–200 HB) biztosítanak, mint az ónbronz, valamint kiváló korrózióállóságot biztosítanak tengervízben, savas környezetben és magas hőmérsékleten, akár 300 °C-ig. Ezeknek a tulajdonságoknak köszönhetően az alumíniumbronz önkenő csúszócsapágyak az előnyben részesített választások olyan nagy igénybevételű alkalmazásokhoz, mint például acélgyári berendezések, nagyméretű kotrócsapok, hajókormánycsapágyak és nagy terhelésű présszerszámok, ahol a foszforbronz deformálódna az alkalmazott érintkezési nyomás hatására.
Az ólombronzötvözetek (CuPb10Sn10, CuPb15Sn8) ólmot tartalmaznak elosztott lágy fázisként a bronzmátrixon belül. Az ólomfázis in situ szilárd kenőanyagként működik a csúszófelületen, javítva a csapágy alkalmazkodóképességét és beágyazhatóságát – azt a képességét, hogy képes alkalmazkodni a kis tengelyeltérésekhez és beágyazni a kemény szennyező részecskéket anélkül, hogy a tengelyen karcolódna. Az ólombronz önkenő csapágyakat történelmileg használták az autómotorok fő csapágyaiban, a hajtórúd csapágyaiban és a sebességváltó perselyeiben. A gépalkatrészek ólomtartalmát korlátozó környezetvédelmi előírások azonban fokozatos átállást indítottak az ólommentes alternatívák felé az új dizájnokban, és a bizmutbronz és az ón-cinkbronz ólommentes helyettesítőként jelent meg hasonló tribológiai teljesítménnyel.
A mangánbronz (CuZn38Mn1Al) és a nikkel-alumíniumbronz (CuAl10Ni5Fe4) olyan igényes tengeri és tengeri alkalmazásokban használatos, ahol rendkívüli korrózióállóságra és nagy teherbírásra van szükség – hajócsavartengely-csapágyakra, tengeri fúróberendezésekre és tenger alatti szelepmozgatókra. Ezek az ötvözetek 600 MPa feletti szakítószilárdságot kínálnak, és ellenállnak mind a tengervíz korróziójának, mind a kavitációs eróziónak. Grafitdugós kenéssel kombinálva rendkívül tartós önkenő csúszócsapágyakat képeznek, amelyek hosszabb ideig használhatók merülő vagy fröccsenő zónás környezetben, ahol a külső kenés egyáltalán nem praktikus.
A rézötvözet siklócsapágyak önkenő funkcióját több különböző kenőanyag-integrációs módszer biztosítja. Mindegyik megközelítés eltérő teljesítményjellemzőkkel, hőmérsékleti korlátokkal és adott működési környezethez való alkalmassággal rendelkezik.
A nagy teherbírású rézötvözet önkenő csapágyak legáltalánosabb konstrukciója abból áll, hogy egy öntött vagy megmunkált bronz persely furatfelületébe lyukmintát fúrnak - jellemzően 6-30 mm átmérővel - a csapágy méretétől függően, majd ezekbe tömör grafitdugókat préselnek be. Ahogy a tengely a csapágyfurathoz képest forog, a grafitdugók vékony grafitréteget kennek a csapágyfuratra és a tengelyfelületre, így tartós szilárd kenőanyag-réteget hoznak létre. A grafit réteges kristályszerkezettel rendelkezik, amely csúszó érintkezés alatt könnyen nyíródik, száraz körülmények között 0,05–0,15 súrlódási együtthatót biztosít. A grafitdugós bronzcsapágyak 400°C-ig megbízhatóan működnek oxidáló atmoszférában (és magasabb inert vagy redukáló atmoszférában), így alkalmasak olyan magas hőmérsékletű alkalmazásokhoz, mint például a kemencék szállítószalagjai, forró préslapok és acélgyári berendezések, amelyek tönkreteszik az olajos vagy zsíros kenőanyagokat.
A fúrt bronzmátrixokba préselt politetrafluoretilén (PTFE) dugók vagy PTFE-grafit kompozit betétek a PTFE rendkívül alacsony súrlódási együtthatóját (csúszó körülmények között akár 0,04 is) egyesítik a bronzmátrix szerkezeti szilárdságával. Az ellenoldali tengelyen kialakuló PTFE transzfer film tartós, kémiailag inert kenőréteget hoz létre. A PTFE-vel töltött rézötvözet önkenő perselyeket előnyben részesítik élelmiszer-feldolgozásban, gyógyszeriparban és tisztatéri alkalmazásokban, ahol az olajból vagy grafitból származó szennyeződés elfogadhatatlan, valamint az oszcilláló vagy lassú folyamatos mozgású alkalmazásokban, ahol a PTFE transzferfólia teljesítménye a leghatékonyabb. A PTFE alapú kenőanyagok hőmérsékleti határa körülbelül 260°C a folyamatos üzemelés során.
A szinterezett porózus bronz csapágyakat - amelyeket bronzpor tömörítésével és szinterelésével állítanak elő, hogy 20-30 térfogatszázalékos szabályozott porozitást kapjanak - szinterezés után vákuum-impregnálják kenőolajjal. Az olaj a porózus szerkezeten belül marad, és hőtágulás és kapilláris hatás hatására a csúszófelületre kerül, amikor a csapágy működés közben felmelegszik, majd a csapágy lehűlésekor újra felszívódik. Az olajjal impregnált szinterezett bronz önkenő csapágyak közepes terhelésű és sebességű alkalmazásokhoz alkalmasak, ahol az üzemi körülmények lehetővé teszik az olaj hatékony körforgását - elektromos motorok, kisgépek, irodai berendezések és mezőgazdasági gépek csapágyai. Teherbírásuk kisebb, mint a tömör öntött bronz csapágyak dugóbetétekkel, de a megfelelő alkalmazásokban valóban karbantartásmentes kenést biztosítanak teljes élettartamuk során.
A molibdén-diszulfidot (MoS2) a rézötvözet önkenő csapágyakba építik be, akár dugókként, akár kompozit betétanyagok alkotórészeként, vagy a csapágyfurat felületére felvitt bevonatként. A MoS₂ kiváló kenési tulajdonságokkal rendelkezik vákuumban és inert atmoszférában, ahol a grafit hatékonysága (amely részben az adszorbeált vízgőztől függ) csökken – így a MoS₂-tartalmú bronz önkenő csapágyak előnyös választásnak bizonyulnak az űrhajózási mechanizmusokban, vákuumkemencékben és űrben. A grafitot, MoS₂-t, PTFE-t és fémes kötőanyagokat ötvöző, nagy teljesítményű kompozit betétanyagokat a legigényesebb alkalmazásokban használják, alacsony súrlódást biztosítva széles hőmérsékleti tartományban és olyan határkenési feltételek mellett, amelyek kihívást jelentenek minden egykomponensű kenőanyagrendszer számára.

A bronzötvözet és a kenőanyagrendszer megfelelő kombinációjának kiválasztásához a csapágy teljesítményjellemzőinek az alkalmazási igényekhez kell igazodnia. Az alábbi táblázat összehasonlító áttekintést nyújt a leggyakoribb rézötvözet önkenő siklócsapágy típusokról:
| Csapágy típus | Maximális terhelés (MPa) | Max hőmérséklet (°C) | Súrlódási együttható. | Legjobb alkalmazás |
| Ón bronz grafit dugók | 60–80 | 400 | 0,05–0,15 | Általános ipari, építőipari berendezések |
| Alumínium bronz Graphite Plugs | 100–150 | 300 | 0,06–0,18 | Nehézgépek, acélgyárak, tengeri |
| Ón bronz PTFE betétek | 40–60 | 260 | 0,03–0,10 | Élelmiszer-feldolgozás, gyógyszerészet, tiszta környezet |
| Szinterezett bronz olajjal impregnált | 15–25 | 120 | 0,05–0,12 | Villanymotorok, kisgépek, könnyű |
| Alumínium bronz MoS₂ Composite | 80–120 | 350 | 0,04–0,12 | Repülési, vákuum, inert atmoszféra alkalmazások |
| Mangán bronz grafit dugók | 80–100 | 250 | 0,06–0,15 | Tengeri, tengeri, tengervízbe merített alkalmazások |
A rézötvözet önkenő siklócsapágyak hagyományos zsírkenésű vagy olajkenésű bronzperselyekkel szembeni alkalmazását a berendezés élettartama során felhalmozódó speciális működési és gazdasági előnyök vezérlik.
A megfelelő rézötvözet önkenő csúszócsapágy meghatározásához egy adott alkalmazáshoz egy sor egymással összefüggő paraméter értékelése szükséges. Ezen kiválasztási kritériumok szisztematikus végrehajtása biztosítja, hogy a kiválasztott csapágy megfeleljen az alkalmazás mechanikai és tribológiai követelményeinek.
Az önkenő siklócsapágy kiválasztásánál a legalapvetőbb paraméter a PV érték – a csapágy érintkezési nyomásának P (MPa-ban) és a V csúszási sebességnek (m/s-ban) szorzata. A PV a hőtermelés mértéke a csúszó interfésznél; a csapágy névleges PV határértékének túllépése a kenőanyag-rendszer túlmelegedését, a transzferfólia tönkremenetelét és a csapágy meghibásodását okozza beékelődés vagy felgyorsult kopás következtében. Minden rézötvözet önkenő csapágytípus rendelkezik egy maximális PV-besorolással – a grafitdugós ón-bronz csapágyak általában 0,5–1,0 MPa·m/s-ig bírják a PV-t száraz körülmények között, míg a grafitkompozit betétekkel ellátott alumíniumbronz 2,0 MPa·m/s feletti PV-értékeket tolerálhat. Számítsa ki P-t az alkalmazott terhelés és a vetített csapágyfelület (furat átmérő × hossz) hányadosa, és V-t a tengely felületi sebességéből. Győződjön meg arról, hogy az üzemi PV a névleges maximum 60–70%-a alatt van, hogy biztonsági ráhagyást biztosítson a terhelési kiugrások és az indítási körülmények esetén.
Győződjön meg arról, hogy mind a rézötvözet-mátrix, mind a szilárd kenőanyag-rendszer az alkalmazás teljes hőmérsékleti tartományára van besorolva – beleértve a csúcshőmérsékletet az indításkor, a nagy terhelésű tranzienseket és a tisztítási vagy sterilizálási ciklusokat (élelmiszeri vagy gyógyszerészeti berendezésekben). A grafitdugós bronz csapágyak a megfelelő választás 200°C felett; A PTFE-betétes kialakítások előnyösek 200°C alatt, ahol a legalacsonyabb súrlódási együtthatóra van szükség. Zulla alatti hőmérsékleten győződjön meg arról, hogy a kenőanyag működőképes marad – a grafit és a PTFE egyaránt jól teljesít alacsony hőmérsékleten, míg egyes olajjal impregnált szinterezett bronzcsapágyak olajviszkozitás-változásait tapasztalhatják, amelyek befolyásolják a kenés leadását hideg környezetben.
Az ellenfelületi tengely anyaga és a felületkiképzés közvetlenül befolyásolja a rézötvözet önkenő csapágyak teljesítményét és élettartamát. A grafitdugós és PTFE-betétes bronzcsapágyak optimális tengelyfelületi érdessége Ra 0,4–0,8 µm – elég sima ahhoz, hogy elkerülje a szilárd kenőanyag-dugók kopását, de nem annyira sima, hogy a transzferfólia ne tudjon tapadni. A tengely keménységének legalább 35 HRC-nek kell lennie erősen megterhelt alkalmazásoknál, hogy elkerülje a tengely bevágását a keményebb bronzmátrix miatt, ha a kenőanyagfilm átmenetileg elégtelen. Az indukciósan edzett, kemény krómozott vagy nitridált acél tengelyeket általában rézötvözet önkenő perselyekkel párosítják az igényes alkalmazásokban. A rozsdamentes acél tengelyek kompatibilisek a grafitdugós bronz csapágyakkal, de gondosan meg kell vizsgálni a PTFE-betétes kialakításokat, mivel a PTFE transzferfólia tapadása kisebb lehet rozsdamentes acélon, mint szénacélon.
A rézötvözet önkenő perselyeket jellemzően interferencia illesztésű házakba szerelik be – a csapágyfal vastagságától és a ház anyagától függően – H7/p6 vagy H7/r6, hogy megakadályozzák a persely elfordulását a házban működés közben. Az interferencia illesztés jó termikus érintkezést is biztosít a csapágy külső átmérője és a ház között, ami fontos a hőelvezetéshez nagy PV alkalmazásoknál. A perselyeket egyenesen és a megfelelő mélységig kell benyomni egy présszerszámmal, amely egyenletesen terheli a külső külső felületet – soha ne üsse be a perselyt kalapáccsal a furat végén, mert ez deformálhatja a furatot és károsíthatja a szilárd kenőanyag betéteket. A beszerelés után ellenőrizze a furat átmérőjét egy kalibrált furatmérővel; a furat enyhén bezáródhat a beépítési zavarok miatt, és a végső furat átmérőjének a tengely futási hézaga meghatározott tűréshatáron belül kell lennie.
A rézötvözet önkenő csúszócsapágyak az iparágak feltűnően széles körét szolgálják ki, éppen azért, mert karbantartást nem igénylő, szennyeződés-álló és magas hőmérsékleten is kibírható teljesítményük olyan valós problémákat old meg, amelyeket a hagyományos kenésű csapágyak nem tudnak megoldani. Íme az elsődleges alkalmazási ágazatok, és mi teszi az önkenő bronzcsapágyakat a megfelelő választássá mindegyikben:
A rézötvözet önkenő siklócsapágyak egyik elsődleges értékesítési pontja a hagyományos kenésű bronzperselyekhez képest a meghosszabbított, alacsony karbantartási igényű élettartam. A „karbantartásmentes” azonban nem azt jelenti, hogy „ellenőrzésmentes”, és a reális élettartam-elvárások és az azokat befolyásoló tényezők megértése segít a karbantartó mérnököknek hatékonyan megtervezni a csapágycsere programokat.
A jól meghatározott alkalmazásoknál, amelyek a csapágy névleges PV-burján belül működnek, a grafitdugós bronz önkenő csapágyak rutinszerűen 5000–20 000 üzemórát érnek el, mielőtt a furatkopás elérné a megengedett legnagyobb hézagot. A magas hőmérsékletű alkalmazásokban, például a kemenceberendezésekben, ahol a hagyományos csapágyak napokon belül meghibásodnak, a grafitdugós alumínium-bronz csapágyak évekig folyamatosan üzemelhetnek. Az olajjal impregnált szinterezett bronzcsapágyak élettartama jellemzően rövidebb - terheléstől és fordulatszámtól függően 2000-8000 óra -, mivel az olajtartály véges, és kimerülése után nem pótolható.
A tervezett karbantartási időközönkénti rendszeres ellenőrzésnek tartalmaznia kell a tengely és a csapágy közötti hézag mérését (általában a tengely átmérőjének és a csapágyfurat átmérőjének külön-külön, kalibrált mérőműszerekkel történő ellenőrzésével), a furat felületének bemetszésének ellenőrzését, a szilárd kenőanyag-dugók kimerülésének vagy repedésének ellenőrzését, valamint a ház vagy a furat repedéseinek vizsgálatát. Cserélje ki a csapágyat, ha a futóhézag a legtöbb alkalmazásnál meghaladja a névleges furatátmérő 0,5–1,0%-át, vagy ha a dugó látható kimerülése a dugó területének több mint 20%-át a furatfelület szintje alatt hagyja. A csapágyak állapotalapú, nem pedig időalapú ütemezés szerinti cseréje maximalizálja a csapágyak kihasználtságát, miközben megakadályozza az elhasználódott csapágyak miatti váratlan meghibásodásokat.

Anyag szerkezete: Öntött alumínium sárgaréz CuZn25Al6Fe3Mn3, grafit betéttel. Alkalma...

Ez a réz persely precízen kiváló minőségű ónbronzból, mint alapanyagból készül. Kiváló kopásállós...
Az L-alakú tömör önkenő csúszka nagy tisztaságú grafit szilárd kenőanyag beágyazásával készült, m...

Ezt a bimetál önkenő gömbcsapágyat nagy teljesítményre és tartósságra tervezték, az anyagok és a ...

Ez a réz csúszka precízen megmunkált nagy teljesítményű rézötvözet ónbronzból, mint alapanyagból....
Ezt az alumíniumötvözetből készült vázat kifejezetten úgy tervezték, hogy megfeleljen a jármű alk...
Szerzői jog © 2025 Jiashan Tocree Machinery Co., Ltd. Minden jog fenntartva.
Testreszabott rézötvözetből készült gépalkatrészek
