Az ügyfelektől érkező kérdésekre és visszajelzésekre türelmesen és aprólékosan válaszolunk.
Anyag szerkezete: Öntött alumínium sárgaréz CuZn25Al6Fe3Mn3, grafit betéttel. Alkalma...
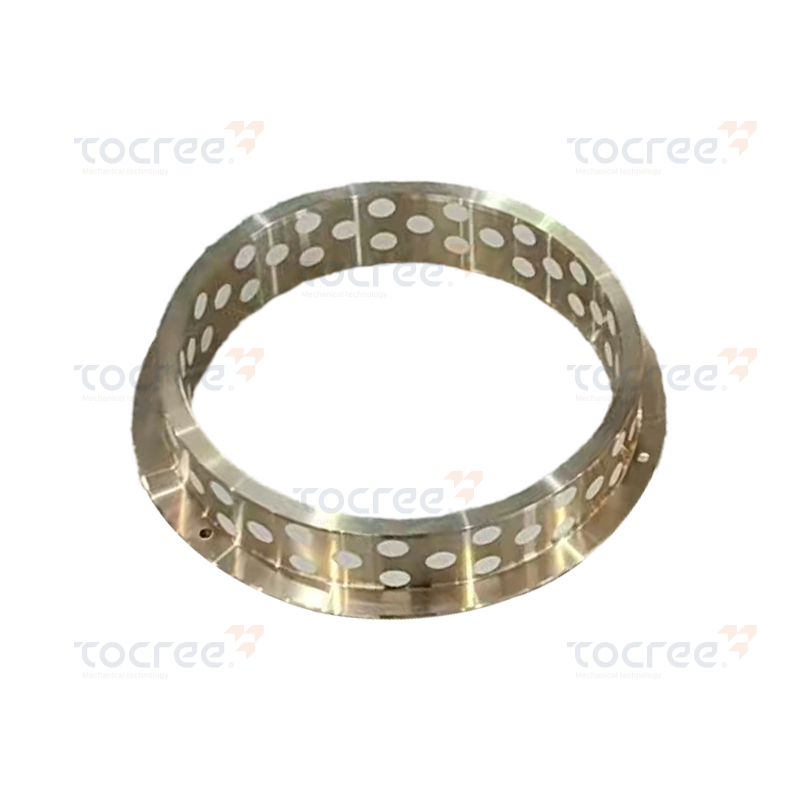
A karimás önkenő csapágy olyan siklócsapágy, amely két fontos tervezési jellemzőt egyesít egyetlen alkatrészben: a karimát – a csapágy egyik végén sugárirányban kinyúló gallérral –, amely axiális elhelyezkedést és teherbírást biztosít, valamint egy önkenő bélést vagy anyagot, amely működés közben szükségtelenné teszi a külső zsírt vagy olajat. A csapágy belső furata sugárirányban támasztja meg a forgó vagy oszcilláló tengelyt, míg a karima a ház felületén vagy vállán támaszkodik, hogy ellenálljon az axiális erőknek, és megakadályozza a csapágy mozgását a tengely tengelye mentén használat közben. Az önkenő tulajdonság a csapágy futófelületébe ágyazott, impregnált vagy ahhoz kötődő szilárd kenőanyagokból adódik – jellemzően PTFE (politetrafluor-etilén), grafit, molibdén-diszulfid (MoS₂) vagy olajjal impregnált szinterezett bronz –, amelyek a kenési művelet során folyamatosan a vékony kenőanyag felületére visznek fel külső kenőanyag-réteget.
Karimás perselyes önkenő csapágynak, karimás olajmentes csapágynak vagy karimás, karbantartást nem igénylő csapágynak is nevezik, ez az alkatrész a mechanikai tervezés egyik legmaradandóbb kihívását oldja meg: hogyan lehet megtámasztani egy tengelyt vagy forgócsapot olyan helyen, ahol a rendszeres kenés nehéz, nem praktikus vagy lehetetlen. Az autóipari felfüggesztésektől és a mezőgazdasági gépek csuklóitól az élelmiszer-feldolgozó szállítószalagokig és a precíziós orvosi berendezésekig, karimás önkenő csapágyak megbízható, karbantartásmentes működést tesz lehetővé olyan alkalmazásokban, ahol a hagyományos kenésű csapágyak elfogadhatatlan karbantartási gyakoriságot igényelnének, vagy zsírral vagy olajjal szennyeznék a folyamat környezetét.
A karima sokkal több, mint kényelmes elhelyezés – alapvetően megváltoztatja, hogy a csapágy mit tud egy összeállításban. A szabványos hengeres siklópersely vagy karmantyús csapágy csak radiális terhelést bír el: a tengely tengelyére merőleges erőket. Abban a pillanatban, amikor bármilyen axiális erőt bevezetnek – egy csavarkerekes fogaskerekes fogaskerekes hajtómű által kifejtett erő, a karból származó erő, a rugó előfeszítése a tengely mentén vagy a gravitáció, amely függőlegesen orientált tengelyre hat –, a szabványos perselynek nincs olyan mechanizmusa, amely reagálna erre az erőre, és a tengely axiálisan vándorol addig, amíg valami mással nem érintkezik, ami általában nem szándékos érintkezést, zajt, kopást vagy helytelen beállítást okoz.
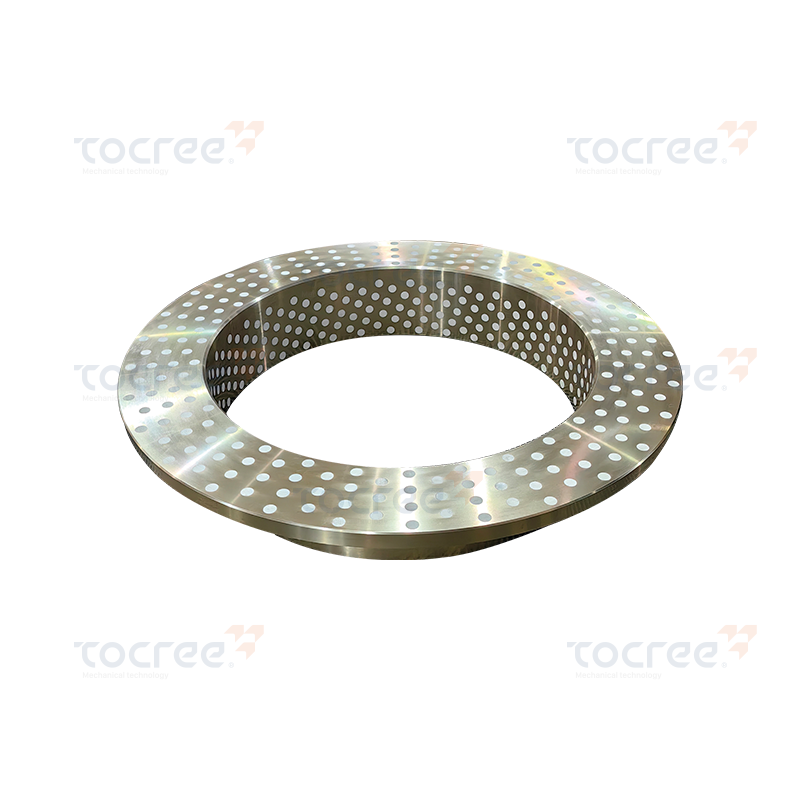
A karimás önkenő csapágy karimája közvetlenül foglalkozik ezzel a korlátozással. A megmunkált ház vállához nyomott vagy a szerelvény két felülete közé befogott karima felület teljes felületével reagál a tengelyirányú erőkre, így a terhelést sokkal nagyobb felületen osztja el, mint amit egy egyszerű végérintkező tenne. Ez egyidejűleg csökkenti a felületi nyomást (meghosszabbítja a csapágy élettartamát kombinált terhelés mellett), kiküszöböli a tengelyirányú tengelyvándorlást, és precíz, megismételhető axiális helyzetreferenciát biztosít a tengely vagy a forgó alkatrész számára. Számos kivitelben a karima nyomóalátét-felületként is szolgál a forgó alkatrészfelülethez, így nincs szükség külön nyomóalátétre, és leegyszerűsíti az összeszerelést, miközben csökkenti az alkatrészek számát és költségét.
A karimás önkenő csapágy anyagösszetétele gyakorlatilag minden teljesítményjellemzőt – teherbírást, sebességkorlátozást, hőmérsékleti tartományt, vegyszerállóságot és hatékony élettartamot – meghatároz. A karimás, karbantartást nem igénylő csapágyakban használt főbb anyagcsaládok mindegyike egyedi teljesítmény-borítékot kínál, amely megfelel az adott alkalmazási feltételeknek.
Az igényes ipari alkalmazásokban legszélesebb körben használt karimás önkenő csapágykonstrukció acél hátlapból – jellemzően alacsony szén-dioxid-kibocsátású acélból vagy rozsdamentes acélból – áll, szinterezett bronz közbenső réteggel, amelyre PTFE-alapú csúszóréteget ragasztanak. A tipikusan 0,01–0,03 mm vastag PTFE réteg, amelyet gyakran töltőanyagokkal, például ólommal, üvegszálas vagy szénszálas módosítanak a terhelhetőség és a kopásállóság javítása érdekében, biztosítja az önkenő felületet. Ez a háromrétegű konstrukció – acél/bronz/PTFE – egyesíti az acél hátlap szerkezeti szilárdságát a nagy terhelések kezelésére a PTFE kivételes alacsony súrlódási és vegyszerálló tulajdonságaival. Ezek a csapágyak hatékonyan működnek 250 MPa-ig terjedő statikus terheléseknél, 140 MPa dinamikus terheléseknél, -200 °C és 280 °C közötti hőmérsékleteknél és körülbelül 0,10 MPa·m/s-ig terjedő PV (nyomás × sebesség) értékeknél, így alkalmasak az ipari forgási és oszcillációs alkalmazások nagyon széles körére.
A szinterezett bronz karimás önkenő csapágyakat úgy állítják elő, hogy a bronzport karimás csapágyas formára tömörítik és magas hőmérsékleten szinterelik, hogy porózus fémszerkezetet hozzanak létre. A pórusokat – amelyek jellemzően a csapágytérfogat 20-30%-át teszik ki – ezután vákuum alatt kenőolajjal impregnálják. Működés közben a csapágyanyag felmelegedése során fellépő hőtágulása kis mennyiségű olajat pumpál a pórusokból a csapágy felületére, megkenve a tengelyt. Ahogy a csapágy lehűl a pihenőidő alatt, az olaj újra felszívódik. Ez az önpótló olajellátó mechanizmus lehetővé teszi, hogy a szinterezett bronz karimás csapágyak karbantartásmentesen működjenek több millió cikluson keresztül közepes terhelésű, közepes sebességű alkalmazásokban. Gazdaságosak, beváltak és széles körben használatosak háztartási készülékekben, elektromos szerszámokban, autóipari tartozékokban és általános gépekben, amelyek mérsékelt PV-igényűek.
A tömör bronz karimás csapágyak a csapágyfelület megmunkált furataiba préselt grafitdugókkal prémium opciót jelentenek a magas hőmérsékletű, nagy terhelésű alkalmazásokhoz, ahol az olajalapú kenés oxidálódik vagy elpárolog, és a PTFE-bevonatú csapágyak termikusan túlfeszültség alá esnének. A grafitdugók szilárd kenőanyag-filmet visznek át az illeszkedő tengely felületére forgás vagy oszcilláció közben, így a kenést 400°C-ig vagy magasabb hőmérsékleten is fenntartják, az alkalmazott grafitvegyülettől függően. Ezek a csapágyak gyakoriak az ipari kemencékben, kemencékben, magas hőmérsékletű szállítószalag-rendszerekben, acélgyári berendezésekben és üveggyártó gépekben, ahol a működési környezet kizár minden szerves kenőanyagot, és valóban szervetlen, magas hőmérsékletű csapágymegoldást igényel.
A műszaki polimerekből – köztük PEEK-ből, acetálból (POM), nejlonból (PA), UHMWPE-ből és PTFE-vegyületekből – gyártott karimás önkenő csapágyak korrózióállóságot, elektromos szigetelést, kis súlyt és vegyi ellenállást biztosítanak, amihez a fémes csapágyak nem férnek hozzá. A polimer karimás csapágyak a standard választás élelmiszer-feldolgozó gépekhez (ahol az élelmiszer-biztonsági előírások fémmentes felépítést írnak elő), tengeri és tengeri alkalmazásokhoz (ahol a tengervíz korrodálná a fémes alternatívákat), vegyi feldolgozó berendezésekben és orvosi eszközökben. A polimer csapágyak általában kisebb teherbírással és hővezető képességgel rendelkeznek, mint a fémes típusok, de kiválóan teljesítenek a tervezési tartományon belül, és karbantartást nem igényelnek.
Az adott alkalmazáshoz legmegfelelőbb karimás önkenő csapágyanyag kiválasztásához össze kell hasonlítani az egyes típusok főbb teljesítményparamétereit a konkrét működési követelményekkel. Az alábbi táblázat összefoglalja a fő csapágyanyag-családok elsődleges teljesítményjellemzőit:
| Anyag típusa | Maximális terhelés (MPa) | Hőmérséklet tartomány (°C) | Korrózióállóság | Legjobb For |
| Acél/bronz/PTFE | 140–250 | -200 és 280 között | Jó (SS háttér: kiváló) | Nagy terhelésű oszcilláló, forgócsapok |
| Szinterezett bronz/olaj | 30–80 | -20-120 között | Mérsékelt | Mérsékelt speed, general machinery |
| Tömör bronz/grafit | 80-200 | -50 és 400 között | Jó | Magas hőmérséklet, nehézipar |
| Mérnöki polimer | 10–60 | -40 és 250 között | Kiváló | Élelmiszer, vegyi, tengeri, orvosi |
| PEEK kompozit | 40–100 | -60 és 250 között | Kiváló | Nagy teljesítményű polimer alkalmazások |
A karimás önkenő perselyeket szabványos méretsorozatok szerint gyártják, amelyek egyszerűsítik a cserélhetőséget és a ház kialakítását. A fő méretparaméterek és a vonatkozó szabványok megértése lehetővé teszi a mérnökök számára, hogy helyesen határozzák meg a csapágyakat, és több minősített beszállítótól szerezzék be azokat.

A karimás olajmentes csapágyak mindenhol alkalmazhatók, ahol a tengelytartással kombinált tengelytartás és karbantartásmentes működés egyidejűleg szükséges. Az olyan iparágak és alkalmazások széles köre, ahol ezeket a csapágyakat specifikálják, azt az univerzális vonzerejét tükrözi, hogy kiküszöböli a kenés karbantartását, miközben hozzáadja az axiális kényszerképességet.
Az autóipari alkalmazások közé tartoznak a felfüggesztőkarok forgórészei, a kormányrudazat csuklói, a fojtószelepház forgórészei, az ajtópántok csapjai, az ülésállító mechanizmusok és a fékpedál forgáspontjai – minden olyan hely, ahol a rendszeres kenés nem praktikus, és ahol a radiális és axiális terhelés támogatására van szükség. Az acél hátlapú PTFE karimás csapágyak a szabvány ezekben az alkalmazásokban, mivel elviselik a felfüggesztés geometriájának kombinált radiális és tolóerőt, megbízhatóan működnek a teljes gépjármű hőmérséklet-tartományban, és a jármű élettartama során nem igényelnek karbantartást.
A mezőgazdasági berendezések, beleértve a vetőgép forgócsuklóit, a vágóasztal-emelő kar forgócsapjait, a kombájn forgórészének forgócsapjait és a kultivátor eszköztár csatlakozásait, szennyezett környezetet tapasztalnak talajjal, porral, vízzel és mezőgazdasági vegyszerekkel, amelyek gyorsan öblítik le a hagyományos zsírkenést egy szabványos csapágyról. A karimás önkenő csapágyak – különösen a bronz/grafit típusok a szennyeződéstűrésük miatt és a PTFE-bevonatú típusok vegyszerállóságuk miatt – megbízható, karbantartásmentes működést biztosítanak ilyen nehéz körülmények között. Az építőipari gépek forgáspontjai a kotrókarokon, a rakodórudazatokon és a tömörítődobok csapágyain hasonlóan előnyösek a karbantartást nem igénylő karimás csapágymegoldások, amelyek kiküszöbölik a kenési karbantartási terheket távoli munkaterületeken.
Az élelmiszer-feldolgozó gépekhez olyan csapágyakra van szükség, amelyek zsír- vagy olajszennyeződés veszélye nélkül működnek olyan zónákban, ahol lehetséges az élelmiszerekkel való érintkezés, elviselik az agresszív tisztítószerekkel történő lemosást, és megfelelnek az élelmiszer-biztonsági anyagokra vonatkozó előírásoknak, mint például az FDA 21 CFR és az EU 10/2011 az élelmiszerekkel érintkező anyagokra vonatkozóan. A polimer karimás önkenő csapágyak – különösen az acetál, UHMWPE és élelmiszer-minőségű PTFE kompozit típusok – megfelelnek ezeknek a követelményeknek. Az élelmiszerüzemek tisztításához használt savakkal, lúgokkal és fertőtlenítőszerekkel szembeni ellenálló képességük, valamint karbantartásmentes működésük teszi őket a szállítószalag láncszemeinek, keverőlapátjainak, a töltőgép bütyökkövetőinek és az adagoló berendezések forgócsuklóinak alapértelmezett csapágyspecifikációjává.
Az automatizált gyártási rendszerekben a robotkarcsuklók, a lineáris vezetőcsapok, a megfogó mechanizmusok és a szállítószalag-átvivő csuklók precíz, megismételhető csapágyteljesítményt igényelnek kenésmentes karbantartás mellett – a kenési intervallumok összeegyeztethetetlenek az automatizált gyártósorok folyamatos, felügyelet nélküli működésével. A karimás önkenő csapágyak biztosítják az egyenletes robotteljesítményhez szükséges méretpontosságot és pozíciómegismételhetőséget, míg a karima biztosítja a tengelyirányú elhelyezkedési pontosságot, amely elengedhetetlen a szerszám középpontjának (TCP) pontosságának megőrzéséhez több millió cikluson keresztül.
Még a legjobb minőségű karimás önkenő csapágyak is alulteljesítenek, vagy idő előtt meghibásodnak, ha nem megfelelően vannak beszerelve. A következő telepítési gyakorlatok elengedhetetlenek ezen alkatrészek teljes tervezett élettartamának eléréséhez.
A számos gyártótól elérhető többféle anyagtípus, mérettartomány és teljesítményfokozat miatt az optimális karimás önkenő csapágy kiválasztása új kialakításhoz vagy cserealkalmazáshoz szisztematikus értékelési folyamatot követ. A következő paraméterek sorrendben történő átdolgozása strukturált elérési utat biztosít a megfelelő specifikációhoz:

Anyag szerkezete: Öntött alumínium sárgaréz CuZn25Al6Fe3Mn3, grafit betéttel. Alkalma...

Ezt a bimetál önkenő gömbcsapágyat nagy teljesítményre és tartósságra tervezték, az anyagok és a ...
Nagy szakítószilárdság: Ennek a terméknek a szakítószilárdsága eléri a 750 N/mm²-t, ami kiváló me...
A PTFE egykarimás tömör önkenő réz hüvely nagy teljesítményű mechanikai alkatrész. Úgy készül, ho...

Az egykarimás önkenő csapágy (grafit beágyazással) egy nagy teljesítményű, tömör önkenő sárgaréz ...

Ez a gömb alakú önkenő réz hüvely nagy szilárdságú, nagy szilárdságú sárgarézből készül, mint ala...
Szerzői jog © 2025 Jiashan Tocree Machinery Co., Ltd. Minden jog fenntartva.
Testreszabott rézötvözetből készült gépalkatrészek
