Az ügyfelektől érkező kérdésekre és visszajelzésekre türelmesen és aprólékosan válaszolunk.
Ezt az alumíniumötvözetből készült vázat kifejezetten úgy tervezték, hogy megfeleljen a jármű alk...
Amikor az emberek arról beszélnek alumíniumötvözet acél mechanikai alkatrészek , ezek általában precíziós megmunkálású alkatrészekre vonatkoznak, amelyek alumíniumötvözetekből, ötvözött acélokból vagy a kettő kombinációjából készülnek ugyanabban az összeállításban. Ezek az alkatrészek alkotják a modern mechanikai rendszerek gerincét – az autóipari hajtásláncoktól és a repülőgép-vázaktól az ipari gépekig, a robotikáig és a fogyasztói elektronikáig mindenben megtalálható. A kifejezés az alkatrészek széles családjára vonatkozik, beleértve a konzolokat, házakat, tengelyeket, fogaskerekeket, karimákat, kötőelemeket és szerkezeti kereteket, amelyek mindegyike speciális mechanikai tulajdonságaik alapján kiválasztott fémötvözetekből készül.
Az alumíniumötvözetek olyan fémes anyagok, amelyekben az alumínium az elsődleges elem, rézzel, magnéziummal, szilíciummal, cinkkel vagy mangánnal kombinálva a szilárdság, a keménység vagy a korrózióállóság fokozása érdekében. Az ötvözött acélok viszont olyan vasalapú anyagok, amelyekhez szándékosan krómot, nikkelt, molibdént vagy vanádiumot adnak a szívósság, a kopásállóság vagy az edzhetőség javítása érdekében, mint amit a szénacél önmagában képes nyújtani. Bármely sikeres tervezési vagy beszerzési döntés kiindulópontja annak megértése, hogy a mechanikai összeállítás melyik részéhez melyik anyag tartozik.
Az alumíniumötvözet és az ötvözött acél közötti választás mechanikai alkatrészként nem csupán az erősebb anyag kiválasztásán múlik. Kiegyensúlyozó súlyt, szilárdságot, megmunkálhatóságot, költséget és a működési környezet sajátos igényeit követeli meg. A két anyagcsalád mindegyik dimenzióban jelentősen eltér.
| Tulajdon | Alumínium ötvözet | Ötvözött acél |
| Sűrűség | ~2,7 g/cm³ (könnyű) | ~7,8 g/cm³ (nehéz) |
| Szakítószilárdság | 200-700 MPa | 500-1900 MPa |
| Korrózióállóság | Kiváló (természetes oxid réteg) | Közepes (bevonatot igényel) |
| Megmunkálhatóság | Nagyon könnyű, gyors vágási sebesség | Közepestől a nehézig |
| Hővezetőképesség | Magas (~160 W/m·K) | Alacsony (~30–50 W/m·K) |
| Kopásállóság | Alsó (eloxálással javítható) | Magas (különösen edzett minőségek) |
| Relatív költség | Magasabb nyersanyagköltség | Általában alacsonyabb kilogrammonként |
A gyakorlatban az alumíniumötvözet alkatrészek dominálnak mindenhol, ahol a súlycsökkentés prioritást élvez – repülési szerkezetek, autófelfüggesztés-alkatrészek, kerékpárvázak és hordozható berendezések házai. Az ötvözött acél alkatrészek átveszik a helyüket ott, ahol a nagy teherbíró képesség, a fáradási szilárdság vagy a felületi keménység nem alku tárgya – klasszikus példák a sebességváltók, a főtengelyek, a nagy teherbírású rögzítők és a vágószerszámok.
Nem minden alumíniumötvözet és ötvözött acél egyenlő. Minden családon belül meghatározott minőségeket fogalmaznak meg az adott mechanikai szerepekhez, és a rossz minőség megadása az egyik leggyakoribb és legköltségesebb hiba az alkatrészbeszerzés során.
Az alumíniumötvözetek és az ötvözött acélok megmunkálási viselkedése alapvetően különbözik, és ennek a hiányosságnak a megértése segít mind az alkatrészeket tervező mérnököknek, mind a vásárlóknak az árajánlatok értékelésében. A megmunkálási költségek, az átfutási idők és az elérhető tűréshatárok mind erősen függnek a kérdéses anyagtól.
Az alumínium az egyik legjobban megmunkálható fém. Az alumíniumötvözetek CNC marása és esztergálása 3-5-ször gyorsabb vágási sebességgel fut, mint az acélé, ami drasztikusan csökkenti a ciklusidőt és a szerszámkopást. A keményfém vagy gyorsacél (HSS) szerszámok egyaránt jól működnek. Az alumínium megmunkálásával kapcsolatos fő kihívások a felépített él (BUE) – ahol a puha alumínium tapad a vágószerszámhoz – és az anyag hajlamos hosszú, szálkás forgácsokat képezni, amelyek belegabalyodhatnak a gépbe. A nagy dőlésszögű szerszámok, a polírozott hornyok és a megfelelő hűtőfolyadék-áramlás a standard megoldások. A ±0,01 mm-es szűk tűrések rutinszerűen elérhetők a jól karbantartott CNC berendezéseken.
Az ötvözött acélokat lényegesen nehezebb megmunkálni, különösen hőkezelt vagy edzett körülmények között. Csökkenteni kell a forgácsolási sebességet, a keményfém szerszámozás alapvetően kötelező a gyártási mennyiségekhez, és a szerszám élettartama drámaian rövidebb, mint az alumíniumnál. A keményebb minőségek, mint a D2 szerszámacél, gyakran köszörülést vagy EDM-et (elektromos kisülési megmunkálást) igényelnek a hagyományos vágás helyett. A pozitív oldal az, hogy az ötvözött acél vágási erők hatására kiszámíthatóbban tartja a szűkebb tűréseket, mint az alumínium, és a kész felületek kevésbé hajlamosak az éles élek sorjásra. A nagy mennyiségű acél alkatrészek esetében a forgácsolási paraméterek, a szerszámgeometria és a hűtőfolyadék-stratégia optimalizálása elengedhetetlen az alkatrészenkénti költségek ellenőrzése alatt tartásához.

A nyers megmunkálású alumíniumötvözet és acél alkatrészeket ritkán használják valamilyen felületkezelés nélkül. A megfelelő kezelés drámaian meghosszabbíthatja az élettartamot, javíthatja a korrózióállóságot, csökkentheti a súrlódást és javíthatja a megjelenést – mindezt az alkatrész maggeometriájának megváltoztatása nélkül.
Még a legjobban meghatározott és legjobban legyártott alumíniumötvözetből és ötvözött acélból készült mechanikai alkatrészek is előbb-utóbb elkopnak, korrodálódnak vagy elfáradnak, ha nem megfelelően karbantartják őket. A strukturált karbantartási megközelítés meghosszabbítja az élettartamot, csökkenti a nem tervezett állásidőt, és korai figyelmeztetést ad a közelgő meghibásodásokra.
Rendszeresen ellenőrizze a teherhordó és a kopásnak kitett alkatrészeket, hogy nincsenek-e látható romlási jelek: felületi lyukak vagy fehér porszerű lerakódások az alumínium részeken korróziót jeleznek; rozsdacsíkok vagy hámlás az acél alkatrészeken a bevonat meghibásodását jelzik. A kritikus jellemzők – tengelyátmérők, furatméretek, menethosszúságok – méretellenőrzését ütemezett időközönként kell elvégezni kalibrált idomszerekkel. Minden olyan mérés, amely az eredeti tervezési tűréshatáron kívül esik, cserét jelent, nem csak megfigyelést.
A csúszó és forgó ötvözött acél alkatrészek következetes kenést igényelnek, hogy minimálisra csökkentsék a tapadó és koptató kopást. A megfelelő kenőanyag típusnak (zsír, olaj vagy száraz filmréteg) és az újrakenési időköznek követnie kell az OEM előírásait – a rossz viszkozitás vagy a tömített csapágyak túlzsírozása gyakori karbantartási hiba, amely inkább felgyorsítja a kopást, nem pedig megakadályozza azt. Acélnak ütköző alumínium alkatrészeknél figyelembe kell venni a galvanikus és tribológiai kompatibilitást; Az alumínium-acél csúszóérintkezők gyakran előnyösebbek a PTFE vagy molibdén-diszulfid (MoS₂) alapú száraz filmkenőanyagokból, mint a hagyományos olajból.
A nagy ciklusú kifáradás egy csendes meghibásodási mód az alumíniumötvözet és az ötvözött acél alkatrészeknél, amelyek ismételt terhelésnek vannak kitéve. A repedések feszültségkoncentráció esetén keletkeznek – lyukak, kulcshornyok, éles sarkok, felületi karcolások – és minden terhelési ciklussal tovább terjednek, amíg hirtelen törés nem következik be. A roncsolásmentes vizsgálati (NDT) módszerek, beleértve a festék behatolási vizsgálatot (DPI) az alumíniumnál és a mágneses részecskevizsgálatot (MPI) az acél esetében, képesek észlelni a felületi repedéseket, mielőtt azok elérnék a kritikus hosszúságot. A repülési, autóipari vagy nehézgépészeti alkalmazások biztonság szempontjából kritikus alkatrészei esetében az NDT-t be kell építeni az ütemezett nagyjavítási eljárásokba, az alkatrész kifáradási élettartam-elemzése által meghatározott időközönként.
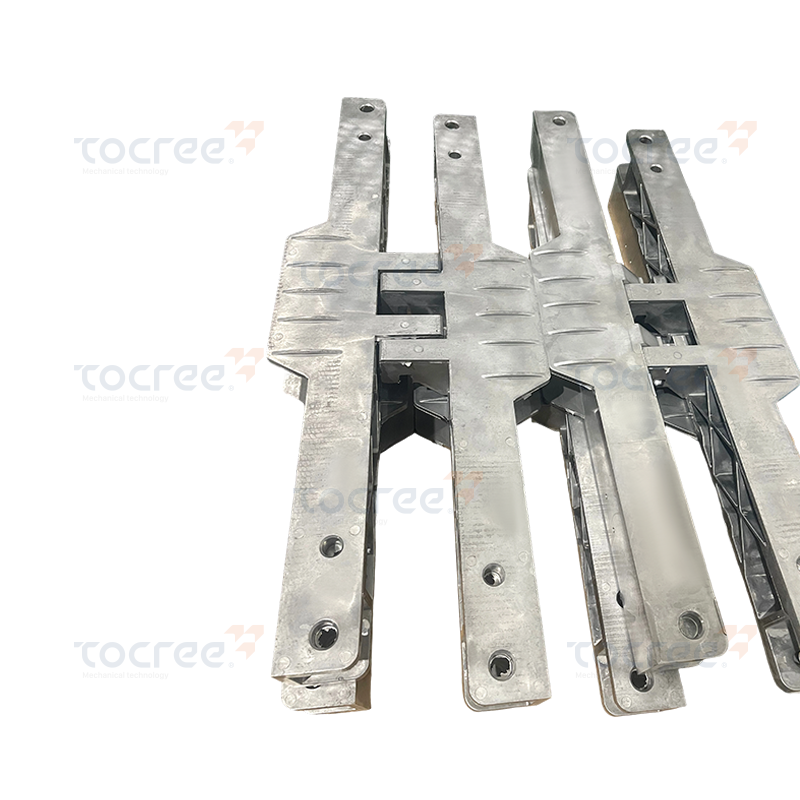
Ezt az alumíniumötvözetből készült vázat kifejezetten úgy tervezték, hogy megfeleljen a jármű alk...

Ez az alumíniumötvözet rögzítőblokk alapanyagként 6063-as alumíniumötvözetből készül. A T5 hőkeze...

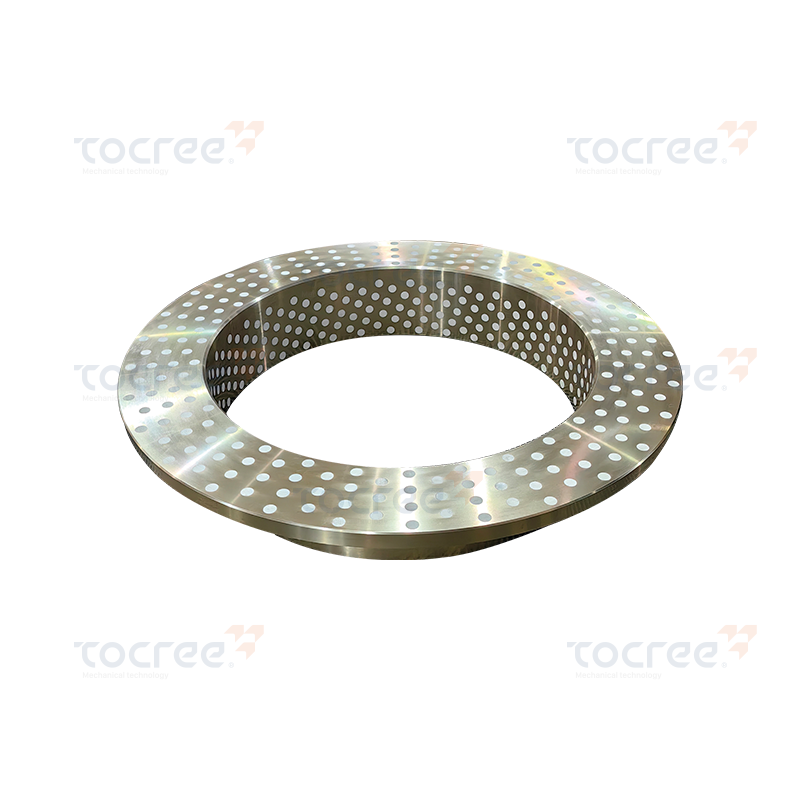
Ez a PTFE-be ágyazott szilárd önkenő rézhüvely egyesíti a sárgaréz kopásállóságát a PTFE önkenő t...
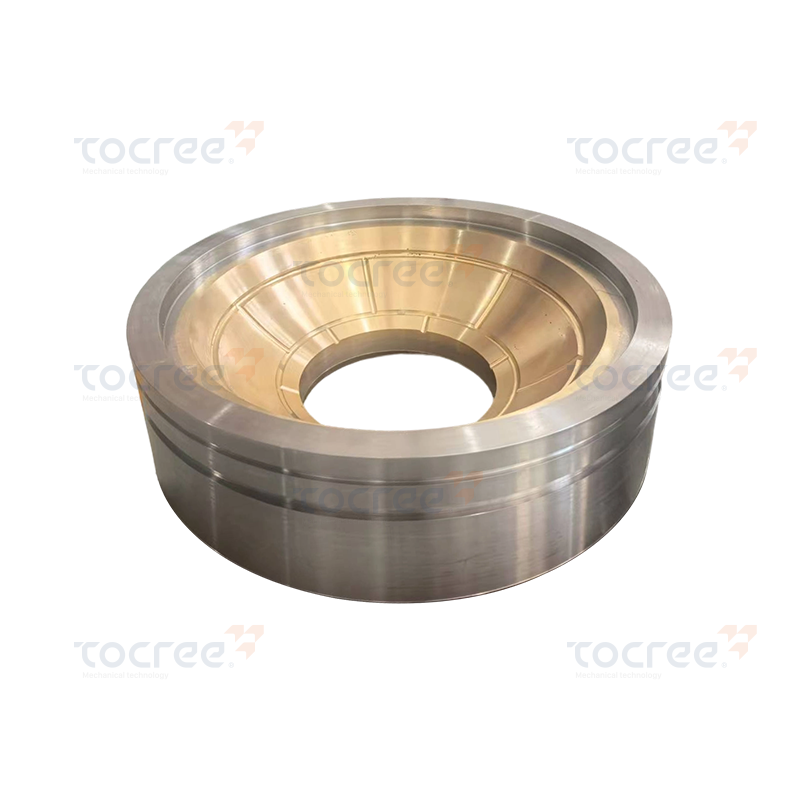
A bronzacél gömb alakú persely 42CrM04 ötvözött acélból és nagy szilárdságú sárgarézből készül, k...
A PTFE egykarimás tömör önkenő réz hüvely nagy teljesítményű mechanikai alkatrész. Úgy készül, ho...

Az egykarimás önkenő csapágy (grafit beágyazással) egy nagy teljesítményű, tömör önkenő sárgaréz ...
Szerzői jog © 2025 Jiashan Tocree Machinery Co., Ltd. Minden jog fenntartva.
Testreszabott rézötvözetből készült gépalkatrészek
